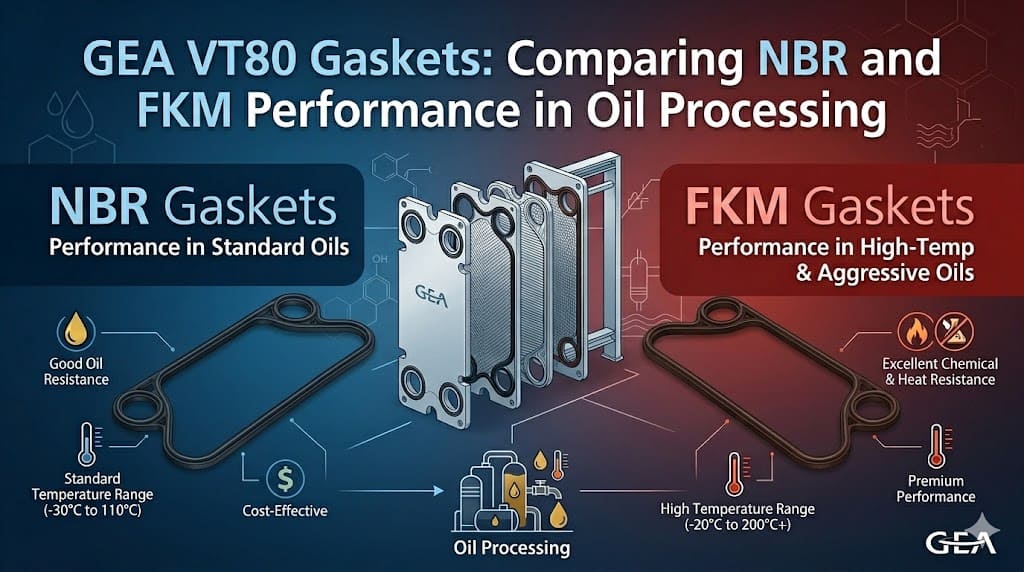
Experiencing sudden leaks in your oil processing heat exchangers? Unplanned shutdowns cost you money. Choosing between NBR1 and FKM2 for your GEA VT803 gaskets solves this problem.
NBR works for standard crude oil but shrinks when free fatty acids4 increase. FKM resists high temperatures but can fail in steam. For temperatures between 110°C and 130°C, HNBR5 provides the best balance of heat resistance6 and cost for oil processing.
I see many plant managers struggle with gasket choices. They often pick standard materials and hope for the best. But hoping is not a good strategy for your factory. Let me show you what really happens inside your heat exchanger. If you ignore these material differences, your next maintenance bill will shock you.
Why Does NBR Fail When Free Fatty Acids Increase?
Many clients use standard NBR for crude oil. Then, fatty acids rise, gaskets shrink, and leaks start. You must check the nitrile content7 in your NBR gaskets.
Standard NBR gaskets suffer from an extraction effect8 when exposed to high levels of free fatty acids in crude oil. The oil pulls components out of the rubber. This makes the gasket shrink, lose its shape, and cause severe leaks in your GEA VT80 unit.
I visit many palm oil refineries around the world. A maintenance head named Ahmad once showed me his GEA VT80 unit. It was leaking oil all over the floor. He used standard NBR gaskets for his crude oil process. In the beginning, everything was fine. The heat exchanger worked perfectly. But later, the free fatty acid content in his oil increased.
The Extraction Effect in Rubber
When free fatty acids go up, standard NBR faces a big problem. The oil acts like a strong chemical solvent. It pulls the plasticizers out of the rubber material. We call this the extraction effect. When the gasket loses these internal parts, its total volume shrinks. A smaller gasket cannot seal the gap between the metal plates.
You must look at the exact nitrile content of the NBR material. If the nitrile level is wrong for your specific oil, the gasket will fail very fast. At TIVO, we test our gaskets to make sure they match your exact fluid.
| Feature | Standard NBR | High-Nitrile NBR |
|---|---|---|
| Oil Resistance | Basic | High |
| Fatty Acid Tolerance | Low | Better |
| Shrinkage Risk | High | Low |
| Cost | Low | Medium |
If your oil chemistry changes, your gasket material must change too. You cannot use the same basic rubber for all stages of crude oil processing. You need a material that locks its shape in place.
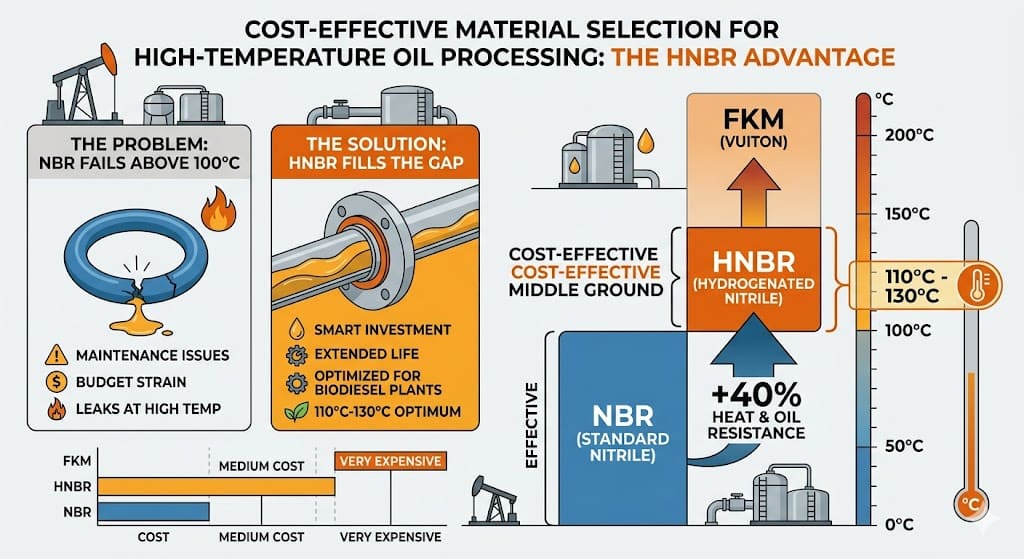
Is HNBR the Best Cost-Effective Alternative for 110°C - 130°C?
Upgrading from NBR directly to FKM is very expensive. Your maintenance budget gets tight. HNBR offers a smart middle ground for medium-high temperatures without breaking the bank.
When your oil processing temperature9 reaches 110°C to 130°C, standard NBR fails. FKM costs too much. HNBR fills this gap perfectly. It improves oil and heat resistance by 40% compared to standard NBR. This makes it a great choice for biodiesel plants10.
Temperature control is very hard in biodiesel processing. I remember a big project in Southeast Asia. The customer needed to run their GEA VT80 at 125°C all day. They wanted to buy FKM gaskets. I told them to wait and look at their budget. FKM is a great material, but it is very expensive for a large unit like the VT80.
Bridging the Gap with HNBR
We suggested HNBR to this customer. HNBR stands for Hydrogenated Nitrile Butadiene Rubber. It is a special upgrade from standard NBR. We add hydrogen to the rubber molecules during production. This makes the rubber much stronger and much more stable.
For temperatures between 110°C and 130°C, HNBR is the perfect choice. It gives you 40% better heat and oil resistance than normal NBR. You get a long working life without the huge price tag of FKM.
| Material | Max Temperature | Cost Level | Best Use Case |
|---|---|---|---|
| Standard NBR | 100°C | Low | Basic crude oil processing |
| HNBR | 150°C | Medium | 110°C - 130°C hot oil processing |
| Premium FKM | 200°C | High | Extreme heat applications |
By choosing HNBR, the customer saved thousands of dollars on their spare parts order. Their biodiesel plant runs perfectly today. You do not always need the most expensive material on the market. You just need the right material for your exact temperature range.
Why Does Standard FKM Fail in High-Temperature Steam?
You buy FKM for high heat, but steam destroys it. Replacing melted gaskets is a nightmare. Not all FKM types can handle the deodorization stage in oil processing.
During the oil deodorization stage, the VT80 contacts high-temperature steam. Standard FKM undergoes a hydrolysis reaction11 in steam. This reaction cracks the gasket surface and makes it stick to the plate. You must use special steam-resistant FKM12 grades.
Many plant engineers think FKM is a magic material. They think it survives absolutely everything. This is a very dangerous mistake. In oil processing, the deodorization stage uses very hot steam. This steam removes bad smells and bad tastes from the oil.
The Hydrolysis Reaction
When standard FKM meets hot steam, a bad chemical reaction happens. We call this hydrolysis. The steam breaks the molecular bonds inside the FKM rubber. The gasket becomes hard and brittle very quickly. Deep cracks appear on the rubber surface. Worse, the rubber melts and sticks directly to the stainless steel plates.
When you open the heat exchanger for cleaning, you have a huge problem. You have to scrape the melted rubber off the plates by hand. It takes days of hard work. To fix this problem, we at TIVO provide a special steam-resistant FKM. We change the curing process in our factory.
| FKM Type | Steam Resistance | Risk of Sticking | Best Application |
|---|---|---|---|
| Standard FKM | Poor | High | Dry heat, hot oil |
| Steam-Grade FKM | Excellent | Low | Deodorization steam |
You must tell your supplier if your heat exchanger uses steam. If you just order normal "FKM", you will probably get the standard type. That simple mistake will ruin your expensive GEA VT80 plates.
How Does Compression Set Affect Large GEA VT80 Plates?
Pressure changes constantly in oil plants. Gaskets lose their bounce, and leaks happen. High compression set in big plates ruins your daily production schedule.
The GEA VT80 has large plates and a very long sealing line. This requires high gasket resilience13. After one year, NBR often shows a compression set over 30%. High-quality FKM keeps this below 15%, ensuring safe seals during pressure fluctuations.
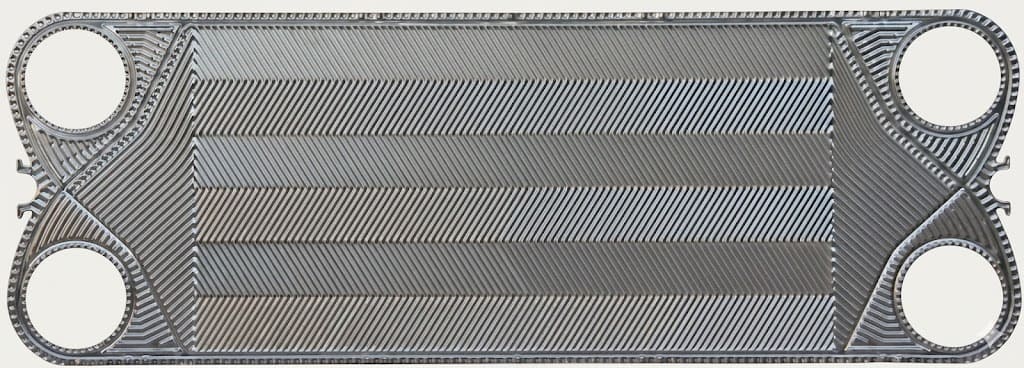
The GEA VT80 is not a small heat exchanger. The plates are very big and very tall. Because the plates are big, the gasket sealing line is very long. A long sealing line needs a very elastic rubber to keep the fluid inside.
Dealing with Pressure Fluctuations
In an oil treatment plant, the pump pressure goes up and down all day. Valves open and close quickly. We call this pressure fluctuation. The gasket must act like a strong spring. It must push back against the metal plate to stop leaks. We measure this push back power as compression set.
A high compression set number is very bad. It means the rubber stays flat and does not bounce back. After running for one year, standard NBR usually reaches a compression set of more than 30%. It becomes flat and hard. When the system pressure jumps up, the flat NBR cannot seal the gap.
| Material (After 1 Year) | Compression Set | Bounce Back Power | Leak Risk |
|---|---|---|---|
| Standard NBR | > 30% | Poor | High |
| Premium FKM | < 15% | Excellent | Low |
High-quality FKM from TIVO stays below 15% compression set14. It keeps its original shape for a very long time. For large units like the VT80, this strong bounce back power is exactly what you need to sleep well at night.
Conclusion
Choosing between NBR, HNBR, and FKM for your GEA VT80 requires understanding your oil chemistry and steam usage. Pick the right material to stop leaks and save money.
Explore the unique properties of NBR gaskets and understand their suitability for various oil processing applications. ↩
Learn about FKM's capabilities and limitations in extreme heat environments, crucial for effective gasket selection. ↩
Explore the specifications and features of the GEA VT80 to better understand its gasket requirements. ↩
Understand the impact of free fatty acids on NBR gaskets to prevent leaks and ensure operational efficiency. ↩
Discover why HNBR is a smart alternative for medium-high temperatures and how it balances performance and cost. ↩
Explore the factors that influence heat resistance in gaskets to make informed material choices. ↩
Discover how nitrile content influences gasket durability and effectiveness in various oil processing scenarios. ↩
Gain insights into the extraction effect and its implications for gasket performance in oil processing. ↩
Find out the optimal temperature ranges for different gasket materials to enhance performance and longevity. ↩
Discover the best gasket materials for biodiesel plants to ensure efficiency and reduce maintenance costs. ↩
Understand the hydrolysis reaction and its effects on FKM gaskets to avoid costly replacements. ↩
Explore the advantages of using steam-resistant FKM to prevent failures in high-temperature steam applications. ↩
Learn about the importance of gasket resilience in maintaining effective seals under pressure fluctuations. ↩
Learn about compression set and its significance in maintaining effective seals in high-pressure environments. ↩